カテゴリー
おすすめ商品







フラックスを含む溶接シームは良好な低さを実現
AWS A5.23 低合金鋼ハイインパクト溶接材料 SAW フラックス(SJ101G) 標準仕様:GB /T5293 F5A2-H08MnA F5A4-H10Mn2 相当仕様:AWS-A5.17 F7A4-EH14 F7A4-EM12K F
基本情報
| 応用 | サブマージアーク溶接、エレクトロスラグ溶接 |
| 製造方法 | 製錬 |
| 輸送パッケージ | 25kg紙袋または200kgドラム缶 |
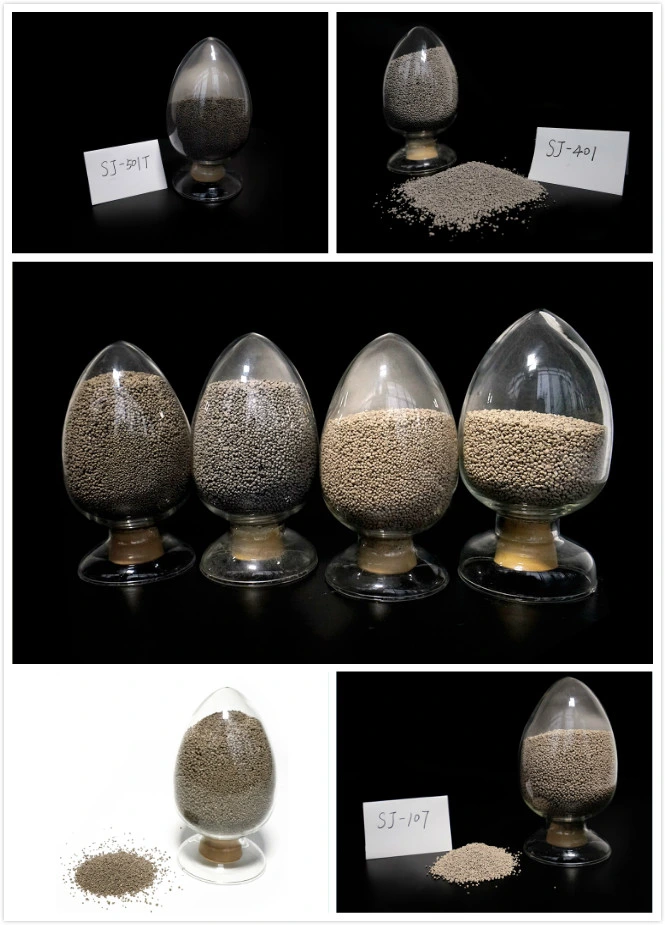
| 仕様 | 10~60メッシュ |
| 商標 | 華信 |
| 起源 | 中国 |
| HSコード | 38109000 |
| 生産能力 | 10000トン/年 |
製品説明
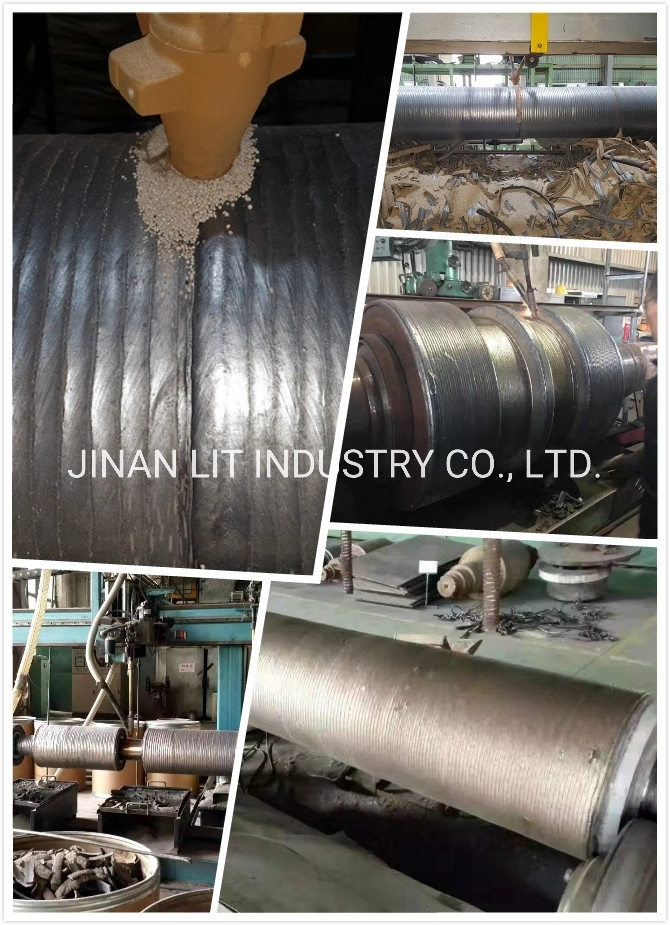
AWS A5.23 低合金鋼高衝撃溶接消耗品、SAW フラックス (SJ101G)
準拠規格:GB /T5293 F5A2-H08MnA F5A4-H10Mn2 同等規格:AWS-A5.17 F7A4-EH14 F7A4-EM12K F7A4-EA2DIN BFB 165AC12MHP5説明と用途:
GJ-SJ101G は、低温投入溶接で優れた衝撃靱性を提供するように設計された中性フラックスです。良好なビード外観、容易なスラグ除去、優れた溶接作業特性が特徴です。用途: シングルまたはダブル ワイヤ溶接。 圧力容器、X70 および X80 グレードのパイプ用途。 ボイラー、橋梁、船舶、風力発電設備、その他の低合金高張力鋼の溶接。注意: 溶接前にフラックスを300~350°(572~662°F)で60マイナスで再乾燥してください。錆、水アカ、プライマーを除去してください。重ね溶接の条件において、開先溶接の裏当て溶接では低電流と溶接速度が要求されます。
化学成分 (%):
SiO2+TiO2 | Al2O3+MnO | CaO+MgO | CaF2 | S | P |
20~25 | 20~30 | 25~35 | 15~25 | ≤0.03 | ≤0.0 |
蒸着金属の機械的性能:
ペアワイヤ | 標準モデル | σs(MPa) | σb(MPa) | d5 | アクア(J) |
EL12EM12KEH14 | F4A2-EL12F7A4-EM12KF7A4-EH14 | ≧350≧410≧450 | ≧420≧490≧520 | ≧22%≧22%≧22% | ≧27(-20℃)≧27(-40℃)≧27(-40℃) |

梱包と配送:
耐航性のある2段25Kgの紙袋を多層PEフィルムで包みました。